
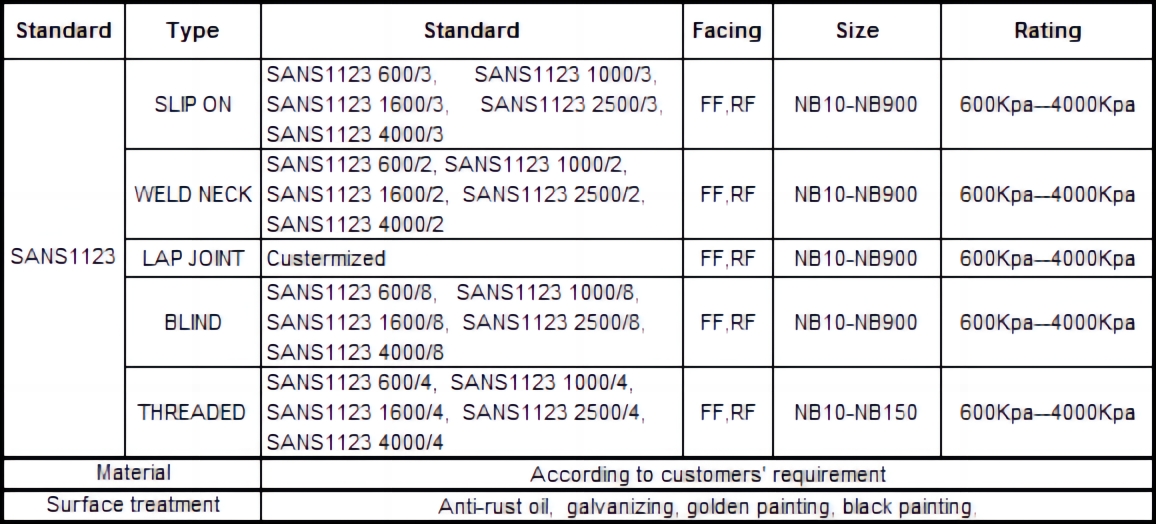
Under SANS 1123-standarden finns det flera typer av slip-on-flänsar, svetshalsflänsar,höftfogsflänsar,blinda flänsarochgängade flänsar.
När det gäller storleksstandarder skiljer sig SANS 1123 från vanliga amerikanska, japanska och europeiska standarder. Istället för Class, PN och K, antar SANS 1123 en speciell representation: Till exempel, med halssvetsfläns 600/3, 1000/3, 1600/3, 250/3, 4000/3, med halsstumsvetsfläns är olika, 600/2, 1000/2, 1600/2, 250/2, 4000/2, blindfläns är 600/8, 1000/8, 1600/8, 2500/8, 4000/8, gängad fläns är 600/ 4, 1000/4, 1600/4, 2500/4, 4000/4, lös fläns kan anpassas i storlek.
SANS 1123-flänsen ligger nära den europeiska flänsen märkt med PN, och dess tryckklassificering sträcker sig från 250 kPa till 4000 kPa, vilket omvandlas till tryckmärket märkt med PN, nämligen PN 2,5 till PN 40, men dess tillämpliga temperatur är - 10 ℃ till 200 ℃, och det tillämpliga temperaturintervallet är litet. Efter verifiering fann man att, jämfört med BS EN 1092-1 fläns, under samma nominella storlek och motsvarande tryckklass, även om några av de större nominella flänsarna på SANS 1123 flänsar är tunnare, flänsens yttre diameter, bulthålets centrum cirkeldiameter, fästelement och gängspecifikationer, som avgör om de två flänsarna kan fixeras med fästelement, har i princip samma storlek på flänsanslutningen. Därför uppfyller SANS 1123-flänsen i princip kraven för olika rörmaterialkvaliteter i detta projekt.
Eftersom produktionstekniknivån för sydafrikanska stålrör generellt ligger efter den i utvecklade länder i Europa och USA, är de tekniska indikatorerna för stålrör som produceras enligt sydafrikanska standarder låga och tryckbärande kapaciteten är begränsad, är det sydafrikanska stålet rörstandard i detta projekt används endast för kolstålrör med låg temperatur och lågt tryck, och kolstålrör med designtryck > 2,5 MPa eller designtemperatur > 100 ℃ och alla rostfria stålrör antar amerikanska standarder. Den kemiska sammansättningen och hållfasthetsindexet för stålrörsmaterial i sydafrikanska stålrörsstandarder och amerikanska stålrörsstandarder har vissa skillnader, och vissa stålrör har olika ytterdiametrar (se tabell 1, såsom DN65). Även om problemet med skillnaden i materialsammansättningen av stålrörsbasmaterialet i båda ändarna av svetsen kan lösas genom val av svetsstänger och förbättring av svetsprocessen, och problemet med skillnaden i ytterdiametern hos svetsen. stålrör i båda ändarna av stumsvetsen kan lösas genom den förskjutna trimningen, detta medför utan tvekan stora svårigheter för rörledningskonstruktionen och bidrar inte till garantin för byggkvalitet. Tätningsanslutningen kan realiseras genom samarbete mellan fläns, packning och fästelement. Packningen separerar flänsarna i båda ändarna, och fästelementet kräver inte samma material av flänsarna i båda ändarna. Därför kan skillnaden mellan materialsammansättningen och ytterdiametern på stålrören i båda ändar lösas. När allt kommer omkring sker anslutningen av stålrör med olika standarder vanligtvis på den plats där rörets materialkvalitet ändras. Sådana fogar är inte många, och användningen av flänsar kommer inte att lägga mycket kostnad för projektet.
Posttid: Mar-02-2023



